Stampi 2k
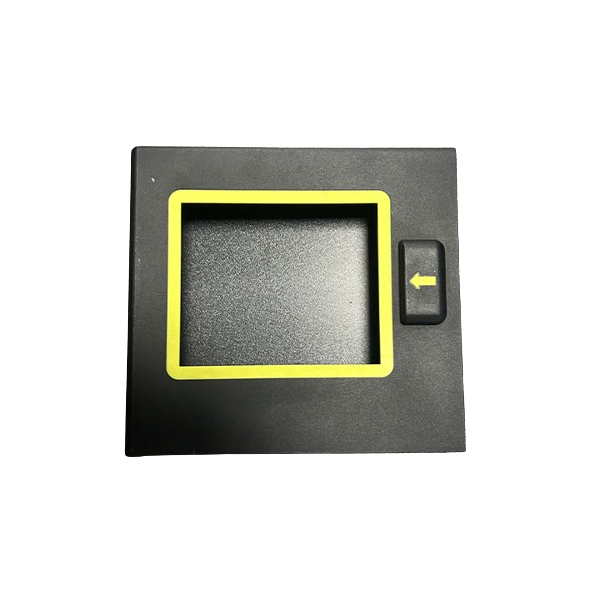
Gli stampi 2K, noti anche come stampi a due stampi o stampi bicomponente, sono stampi specializzati utilizzati nei processi di stampaggio a iniezione per produrre parti in plastica con due materiali o colori diversi in un'unica operazione. Questi stampi consentono la creazione di parti complesse con molteplici caratteristiche o caratteristiche senza la necessità di processi di assemblaggio secondari.
I nostri ingegneri di stampi vantano una vasta esperienza nella progettazione e nell'ingegneria di stampi 2k.
Sceglieteci per soluzioni affidabili, innovative e convenienti per la realizzazione di stampi per i vostri progetti di stampi 2K!